Forging
Automotive , Energy , Mechanical engineering
Carbon and Carbon Manganese Steels
Carbon Steel grades are the most common steels used for forging applications. Low carbon steels (carbon between 0.1 to 0.25%) are the easiest to cold form due to their soft and ductile nature. Medium carbon steels (carbon between 0.26 and 0.59%) are typically used in medium and large parts forgings. High carbon steels (carbon above 0.6 %) are used for applications in which high strength, hardness and wear resistance are necessary, such as wear parts, gear wheels, chains and brackets.
Key properties




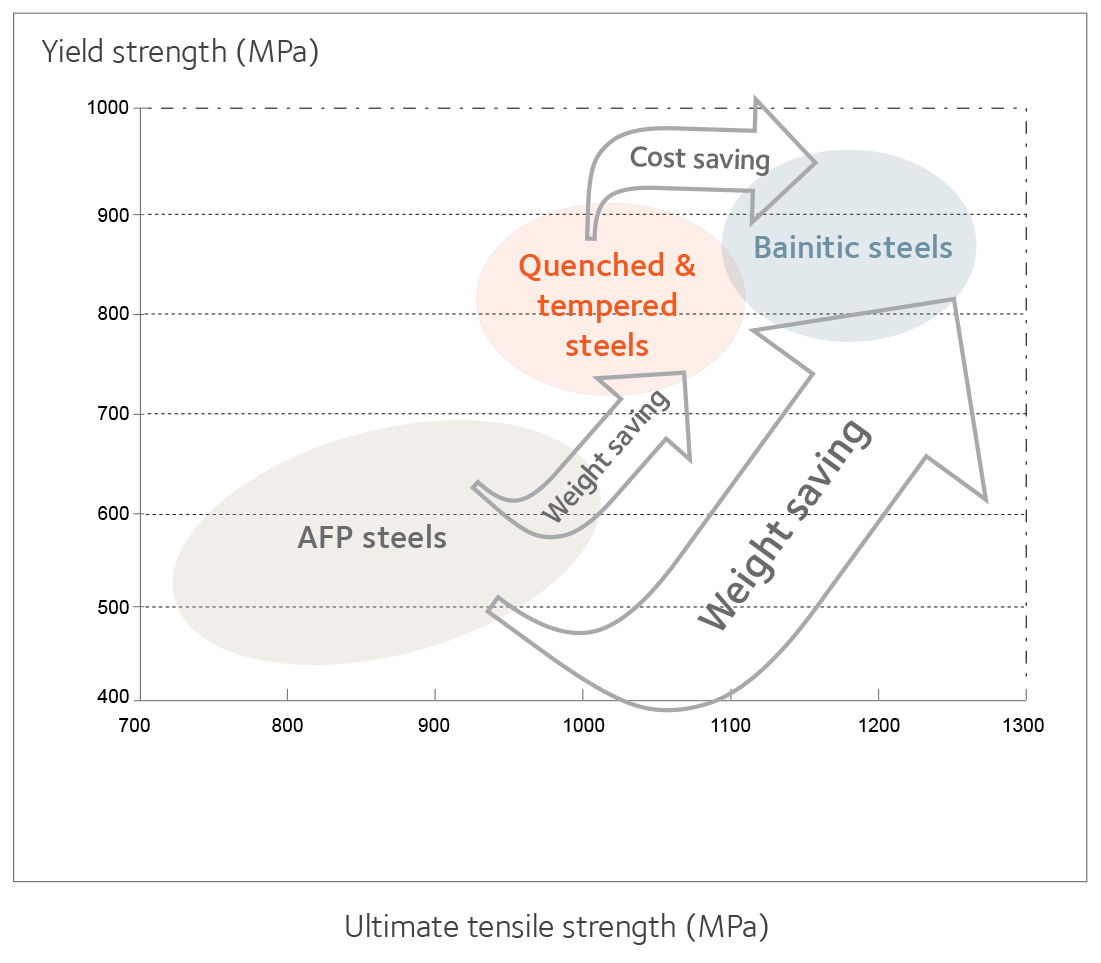
Comparison of mechanical & quenchability properties of AFP, Q+T and bainitic grades
Quenched and tempered steels (Q+T)
Quenched and tempered steel grades are hardenable steels. They are alloyed with chromium and molybdenum for example, to favour transformation of austenite into martensite during the quenching process. The forging part is quenched in water, polymer or oil to obtain the required hardness. The tempering process enables the mechanical properties and toughness to be adjusted.
| C | Si | Mn | Cr | Ni | Mo | V | B | ||
|---|---|---|---|---|---|---|---|---|---|
| Name | Material No. | % | % | % | % | % | % | % | ppm |
| 25CrMo4 | 1.7218 | 0.22-0.29 | max. 0.40 | 0.60-0.90 | 0.90-1.20 | - | 0.15-0.30 | - | - |
| 30MnB5 | 1.5531 | 0.27-0.33 | max. 0.40 | 1.15-1.45 | - | - | - | - | 8-50 |
| 34CrNiMo6 | 1.6582 | 0.30-0.38 | max. 0.40 | 0.50-0.80 | 1.30-1.70 | 1.30-1.70 | 0.15-0.30 | - | - |
| 38Cr2 | 1.7003 | 0.35-0.42 | max. 0.40 | 0.50-0.80 | 0.40-0.60 | - | - | - | - |
| 41Cr4 | 1.7035 | 0.38-0.45 | max. 0.40 | 0.60-0.80 | 0.90-1.20 | - | - | - | - |
| 42CrMo4 | 1.7225 | 0.38-0.45 | max. 0.40 | 0.60-0.90 | 0.90-1.20 | - | 0.15-0.30 | - | - |
| C45 | 1.0503 | 0.43-0.50 | max. 0.40 | max. 0.40 | max. 0.40 | max. 0.40 | max. 0.10 | - | - |
| 50CrMo4 | 1.7228 | 0.46-0.54 | max. 0.40 | 0.60-0.90 | 0.90-1.20 | - | 0.15-0.30 | - | - |
| 51CrV4 | 1.8159 | 0.47-0.55 | max. 0.40 | 0.70-1.10 | 0.90-1.20 | - | - | 0.10-0.25 | - |
Case hardening steels
Case hardening steels are used for parts that require high surface wear resistance while retaining a soft core that absorbs stresses without cracking. After forging and machining, the outer layer is carburised and/or carbo-nitrided and then locally hardened by quenching. The grades are usually low-carbon steels to which suitable alloying elements have been added. A special characteristic of this kind of grade is the Jominy curve, which needs to be well controlled.
| C | Si | Mn | Cr | Mo | Ni | ||
|---|---|---|---|---|---|---|---|
| Name | Material No. | % | % | % | % | % | % |
| C15 | 1.0401 | 0.12-0.10 | max. 0.40 | 0.30-0.80 | - | - | - |
| 17Cr3 | 1.7016 | 0.14-0.20 | max. 0.40 | 0.60-0.90 | 0.70-1.00 | - | - |
| 16MnCrS5 | 1.7139 | 0.14-0.19 | max. 0.40 | 1.00-1.30 | 0.80-1.10 | - | - |
| 18CrNiMo7-6 | 1.6587 | 0.15-0.21 | max. 0.40 | 0.50-0.90 | 1.50-1.80 | 0.25-0.35 | 1.40-1.70 |
| 20NiCrMo2 | 1.6523 | 0.17-0.23 | max. 0.40 | 0.65-0.95 | 0.35-0.70 | 0.15-0.25 | 0.40-0.70 |
| 20MnCr5 | 1.7147 | 0.17-0.22 | max. 0.40 | 1.10-1.40 | 1.00-1.30 | - | - |
| 25MoCr4 | 1.7325 | 0.23-0.29 | max. 0.40 | 0.60-0.90 | 0.40-0.60 | 0.40-0.50 | - |
| 27CrMo4 | 1.7218 | 0.22-0.29 | max. 0.40 | 0.60-0.90 | 0.90-1.20 | 0.15-0.30 | - |
| 27MnCr5 | 1.7147 | 0.23-0.29 | max. 0.40 | 1.10-1.40 | 0.80-1.10 | - | - |
Micro-alloyed steel (AFP)
Micro-alloyed steel grades allow the production of parts with higher strength, obtained without subsequent heat-treatment after forging. Typical additions include niobium, vanadium and titanium, which increases yield strength by precipitation hardening, while offering finer grain structures. These two outcomes increase the strength of the forged parts compared to conventional carbon steels.
| C | Si | Mn | S | V | N | ||
|---|---|---|---|---|---|---|---|
| Name | Material No. | % | % | % | % | % | % |
| 19MnVS6 | 1.1301 | 0.15-0.22 | 0.15-0.80 | 1.20-1.60 | 0.02-0.06 | 0.08-0.20 | 0.01-0.02 |
| 30MnVS6 | 1.1302 | 0.26-0.33 | 0.15-0.80 | 1.20-1.60 | 0.020-0.060 | 0.08-0.20 | 0.01-0.02 |
| 38MnVS6 | 1.1303 | 0.34-0.41 | 0.15-0.80 | 1.20-1.60 | 0.020-0.060 | 0.08-0.20 | 0.01-0.02 |
| 46MnVS6 | 1.1304 | 0.42-0.49 | 0.15-0.80 | 1.20-1.60 | 0.02-0.06 | 0.08-0.20 | 0.01-0.02 |
| C70S6 | 0.66-0.73 | 0.15-0.35 | 0.40-0.90 | 0.02-0.07 | max. 0.04 | - | |
Bainitic steels
Bainitic steels are designed for applications that require both high properties and process cost reduction compared with Q+T grades. Very high strength can be achieved (UTS > 1100 MPa) without heat treatment: controlled cooling after forging steers the austenite transformation into the bainitic region. The desired level of strength is reached by fine-tuning the alloying elements taking into account the customer's processes and the size of the part. Bainitic steels achieve higher mechanical properties than micro-alloyed grades as well as demonstrating uniform hardness through out the steel.
| C | Mn | Cr | UTS | |
|---|---|---|---|---|
| Designation | % | % | % | % |
| Solam® B100 | max. 0.2 | max. 1.9 | max. 1.5 | > 1100 MPa |
| Solam® B1150H | max. 0.4 | max. 1.8 | max. 0.8 | > 1150 MPa |


ArcelorMittal Hamburg delivers the first tonnes of XCarb® recycled and renewably produced wire rod to Waelzholz
Latest news

Are you in Madrid? So are we, at WindEurope!

Our booth is ready and we can't wait to meet you!

Meet us at Wire and Tube 2026


ArcelorMittal announces a new Chief Marketing Officer for Bars and Rods division in Europe


Thank you for visiting us at WindEurope 2025 in Copenhagen!


Join ArcelorMittal at WindEurope 2025 in Copenhagen

Our full WindEnergy video is now live

XCarb® recycled and renewably produced in the spotlight at WindEnergy in Hamburg

ArcelorMittal at WindEnergy Hamburg 2024: Smarter steels for people and planet
ArcelorMittal introduces latest developments at Wire and Tube fair

Museum of the History of Polish Jews reinforced with ArcelorMittal rebars

Get your shopping list ready for the 64,000 m² shopping centre in Warsaw

Krybar® in the Al-Zour LNG project in Kuwait

ArcelorMittal helps Warsaw grow

LISI AUTOMOTIVE and ArcelorMittal join forces to help transform the automotive industry with XCarb® recycled and renewably produced low carbon-emissions steel

The XCarb® Recycled and renewably produced EPD is now available for rebars
ArcelorMittal Hamburg delivers the first tonnes of XCarb® recycled and renewably produced wire rod to Waelzholz
ArcelorMittal at Wire 2022
